
Precision progressive blanking tool design
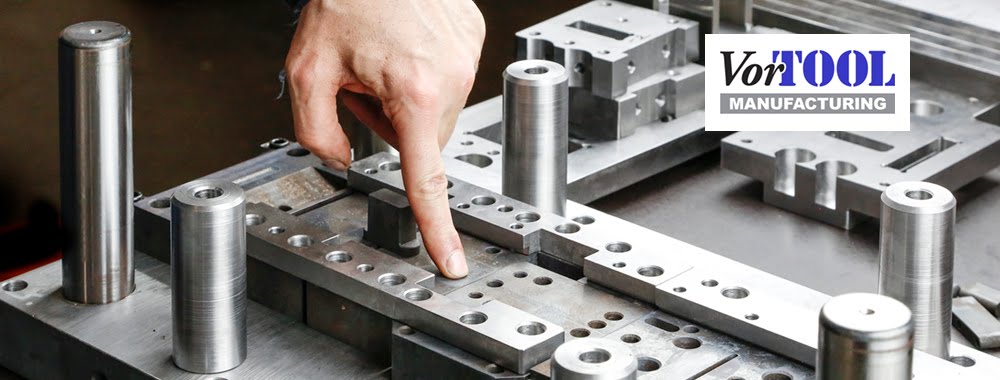
The progressive metal stamping tool and die design consists of all the necessary features that any stamping tool should have from ease of use to high accuracy to reliable operation for a long time. It includes strip feed and guide, stripping, slug separation, and feeder actuation. As an option the tool can be used as a manually operated tool without the air feeder using strips instead of coil.
The cutting components are designed to be made of hardened tool steel that ensures long usability. Choosing the right alloy for the application and the proper design for the tool can greatly affect the life of the tool. As a result it can operate trouble free for longer, saving on maintenance, and reduce or eliminate downtime and minimize costs that are associated with the value of the final product.
This progressive blanking tool was designed using SolidWorks 3D CAD. Shop drawings, and files generated from the models seamlessly fit into any machine shop or tool room's profile.
