Metal stamping of U clips by Vortool Manufacturing
Showing posts with label progressive. Show all posts
Showing posts with label progressive. Show all posts
Metal stamping tool and die design considerations
When designing metal stamping dies a tool and die maker or tool and die designer must have the following information prior to start. There are several types of tools that could be built for the same part. They have special purposes to best suit both parts and metal stamping production.
The cost of the tool and die to be produced may be greatly affected by the following considerations:
If the amount of 2000 is for a day or for a week and possibly for many years to come, then you must build a tool that lasts, very efficient and easy to use or has the capability for automation. The customer may have a request for manual, semi-automated or fully automated part production.

The cost of the tool and die to be produced may be greatly affected by the following considerations:
Estimated number of metal stamped parts the tool and die should produce monthly, yearly, or in total
Eg. if the customer needs 2000 parts in total and possibly never again, then it is not wise to build a tool designed for high volume metal stamping and productivity. Make something simple and inexpensive, yet produce the correct metal stamped parts.If the amount of 2000 is for a day or for a week and possibly for many years to come, then you must build a tool that lasts, very efficient and easy to use or has the capability for automation. The customer may have a request for manual, semi-automated or fully automated part production.
The quality of the metal stamping part
Some production parts may require absolute burr-free edges without a second operation to remove the burrs. Some metal stamping production parts require straight edges all the way. Other stamped parts have such tight specifications that special tools need to be built for that request.Punch press
The metal stamping die must physically fit the punch press it is intended for, so you need the punch press specifications that may limit how you build the tool.The metal stamping part itself
Some metal stamped parts are best suited for a certain type of tool and die design for the best result. Don’t try to build something else, if you are not sure of the outcome. To decide what type is the best for that part, take a look at the sample designs, made for the same part. Vortool Manufacturing will discuss each version’s strong points that can help you to make a decision about which to choose.Progressive die - two progression blanking tool design

Precision progressive die - two progression blanking tool design
Metal stamping tools are essential for producing components in a cost effective way. In order to reduce the cost per unit, parts must be made faster, more accurately and reliably. This actual project was focused on a criteria that was essential to the design and the building of this tool. This information helps to choose the type and number of features to design as well as selecting tooling components and the right materials to be used etc. As a result, the tool will have all the necessary functions, nothing less and nothing more that will keep the budget under control.


A special package was created with super detailed shop drawings, a Bill of Material and special illustrated instruction pages how to build the components properly and then the best way to operate the tool once in production. As an addition there were instructions about punch press preparations and set up information that ensures trouble free production time after time.
Based on European precision and decades of experience, any tool design produced by Vortool Manufacturing is the most comprehensive design method that any company could ask for. The tool will fit the press or presses with no surprises.

Ball bearing guided high precision progressive metal stamping tool and die for high speed automated production

The picture shows the bottom die set and
some of its components are being inspected,
aligned and assembled.
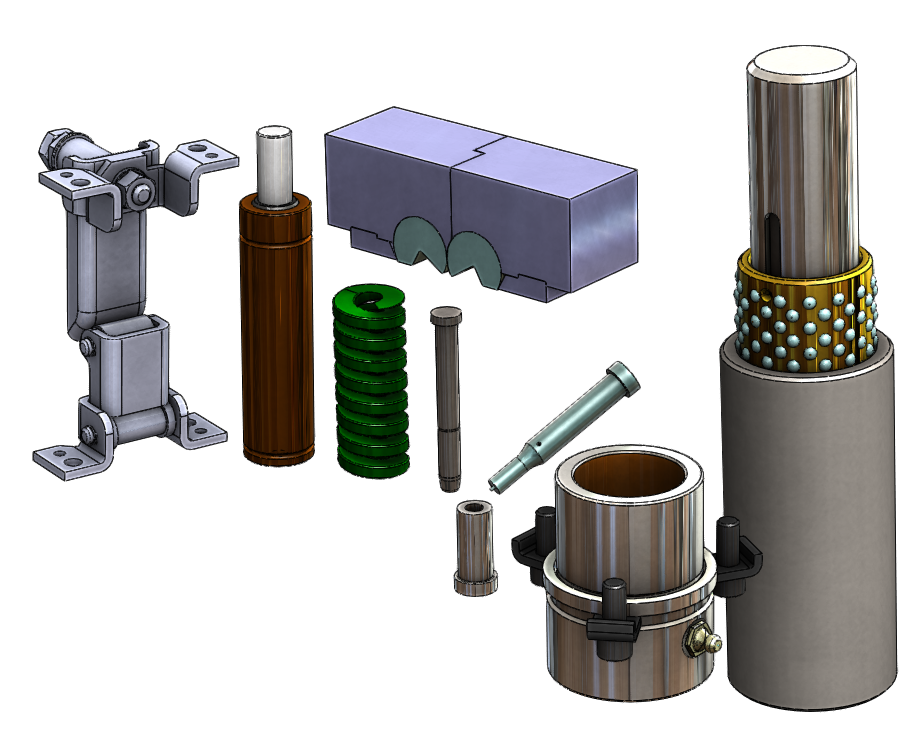
Ball bearing guided high precision progressive tool for high speed automated production
Stamped metal parts usually require more than one operation in one. This progressive metal stamping tool produces a high volume mounting bracket that pierces holes, blanks out a shape by cutting the strip into separate parts and finally folds the part into an L shape. At each hit a final product falls off at the end of the tool. It is made for a high production automated punch press using coil and an air feeder for continuous operation.
This progressive die design consists all the necessary features that any stamping tool should have from ease of use through high accuracy to reliable operation for a long time. It includes strip feed and guide, stripping, slug separation, and feeder actuation. As an option the tool can be used as a manually operated tool without the air feeder using strips instead of coil.
The cutting components are designed to be made of hardened tool steel that ensures the long usability. Choosing the right alloy for the application and the proper design of the tool can greatly effect the life of the tool. As a result it can operate trouble free for longer, saving on maintenance. It can also reduce or eliminate downtime and minimize costs that are associated with the value of the final product.
The progressive tooling was designed using SolidWorks 3D CAD. Shop drawings, and files generated from the models are seamlessly fit into any machine shop or tool room's profile.
Strip layout design concept for metal stamping dies

Strip layout design concept for metal stamping
All metal stamping designs should start with the basics. A solid foundation is required with both a visual and technical guide to progress further. The strip layout is the starting point of a metal stamping design which is the foundation or plan to manufacture and build the actual tool.The strip layout design has several purposes. Once complete, it gives a visual representation to the manufacturing facility and to the client to have a good idea how the tool will work and how each progression or step will be made once the strip or coil is inserted into the die. The stamping can then begin.
This visual guide is the most important aid for the metal stamping die designer. It reveals details to clearly see how each feature must be made at each progression as the strip advances into the tool. Then important decisions can be made to simplify the final design or make it fit for automation and most importantly to improve it before it even starts.
The strip layout should include punches, form blocks, pilots, and some die blocks in order to make it clear how the tool will work and produce the parts. It is to ensure that the tool will do exactly what it is supposed to do.
Tool and die designers who neglect putting enough effort into this process, often end up with design errors. As a result, the manufactured stamping tools don’t perform well enough or don’t work at all. In that case costly modifications are necessary to correct mistakes before production can start. Usually these tools are notorious for break downs and require maintenance more often than others.

The proper tool and die design of a strip layout gives a piece of mind to the tool and die designer to proceed in the right direction. It is insurance for the end user or those who finance the project and want to be sure that their investments are in good hands with the tool working efficiently for a long period of time without breaking down. This is what it is all about. The sole purpose of a metal stamping tool is to produce as many identical high quality parts as possible at the shortest amount of time without stopping. Every time the tool requires maintenance and is not producing, it takes money away and becomes less efficient.
A good metal stamping die starts with a solid foundation, a good strip layout that gives the chance to eliminate future nuances, and to build world class tools that you can count on.
Design considerations for stamping tools and dies
Design considerations for metal stamping tools and dies
Metal stamping die design considerations or decisions are driven by a number of factors in tool and die design.
However there are a few mayor points that should not be missed and must be included in the decision making process. You could design and build an inexpensive fabricated tool or you could make one that is a top of the line master piece.
How do You Decide Which One to Make?
Your customer will tell you what they need, what material the stamped parts are, how many parts should be stamped, when they want the finished parts, and how much they are willing to pay and so on.These are important guide lines toward the metal stamping die design. They tell you what you can do and what you can’t. They set some boundaries.
The part itself is one of the major contributors that guide you through what the minimum requirements are toward the tool. It will help you with what you need in order to produce the particular part.
You may raise questions that need to be answered. How efficiently will the parts be produced? How long will the tool last? How user friendly should the tool be? What are the variables that can be implement in the design?
The Above General Guide Lines Should be Specified More in Detail
- How many parts will be produced per run, monthly or in the lifetime of the tool? If the amount of production is low, you will know that the tool will likely be manually operated and be budget oriented. If e.g. 5,000 parts are to be made every week for the next two years, than you know it is a high demand tool and automation and continuous operation is required. The tool must be designed accordingly. More time and money can be spent to make the suitable tooling.
- Low production rate equals inexpensive tooling components, unsophisticated guides, supports, etc.
- On the other hand if the metal stamping tool is running all the time, then you will need to build a tool that lasts. It will require less frequent tool and die maintenance, and be built for high speed automation. The tool steel should be higher quality, and more suitable for extended use. In this case instead of using e.g. A2 or D2 material, consider using M2 with coated surfaces or Vanadis 4 Extra or comparable. For the extra cost, these tool steel will last many times longer before sharpening is required. Use a ball bearing guide system, instead of standard bronze plated bushings and standard die pins. The ball guided system is better for high speed punch presses and high speed stamping.
- Pressure plates require springs behind them to generate enough force. Consider using gas springs. They are generally suitable for high speed stamping, and about 250 spm and rated about 1 million strokes before servicing. They are also more powerful than conventional die springs with the same footprint. You can use punches with ejector pins in them to push off slugs that are serious obstacles in automated stampings. You can also use die buttons with slug control that keep the slugs in the die button, preventing slug pulling. Slugs pulled back onto the die surface area can jam the strip and cause the feeder to buckle the coil. If this happens, your tooling may be at risk for serious damage.
- Bending is generally done using a wipe form method. The parts eventually gull and have heavy marks. The form sections constantly require polishing, causing downtime and quality issues. Ready benders can eliminate most of these problems, where the bends have simple straight features. This method completely eliminates parts sticking into the form die, as they require less pressure and will not mark the part as much or just simply eliminate it altogether. It is a perfect solution for pre-painted strips to stamp.
- Stock pushers are designed for automated stamping and have a superior feature that make their use a preferred choice.
- At upstroke of the press, they release the force applied to the edge of the strip or coil entirely, allowing a resistance free strip advancement. The applied pressure is adjustable, and you can design the engagement timing as you need it. The pilot punches can locate the strip perfectly before you lock its position for the duration of the cut.
- Another contributor to your metal stamping tooling design is to know what press or presses will be used for stamping. Your tool must be compatible and fit the desired press or presses. You may want to consider making 3D models of the presses with the vital features that are necessary for your tool design.
- The general requirement toward any stamping tool and for their design is that it should cost as little as possible, yet produce the most amount of parts at the best quality, should not break down, and will last longer than the anticipated life span of the tool. This perfect scenario should be achieved at all times. Compromises sometimes must be made and accepted, but not be part of your design.
- The guide lines or restrictions that are set by your client, your tool and die manufacturing facility or your ability, will have an impact of the outcome of your design and ultimately of the stamping tools and the produced parts.

Progressive blanking tool design

Precision progressive blanking tool design
The progressive metal stamping tool and die design consists of all the necessary features that any stamping tool should have from ease of use to high accuracy to reliable operation for a long time. It includes strip feed and guide, stripping, slug separation, and feeder actuation. As an option the tool can be used as a manually operated tool without the air feeder using strips instead of coil.
The cutting components are designed to be made of hardened tool steel that ensures long usability. Choosing the right alloy for the application and the proper design for the tool can greatly affect the life of the tool. As a result it can operate trouble free for longer, saving on maintenance, and reduce or eliminate downtime and minimize costs that are associated with the value of the final product.
This progressive blanking tool was designed using SolidWorks 3D CAD. Shop drawings, and files generated from the models seamlessly fit into any machine shop or tool room's profile.
Subscribe to:
Posts (Atom)